






Полное техническое руководство по шурупам для цементных плит
I. Определение изделия и основные применения
1.1 Определение изделия
Шурупы для цементных плит – это самосверлящие и самонарезающие крепежные изделия, специально разработанные для крепления фиброцементных плит, кальциево-силикатных плит, гипсокартона и других жестких панелей к металлическим (например, легким стальным профилям) или деревянным основаниям. Их ключевая особенность – способность проходить через твердые панели и формировать надежные резьбовые соединения в тонкостенных профилях без предварительного сверления, а также высокая коррозионная стойкость и точное углубление головки. Они являются важными расходными материалами в современных системах сухой отделки.
1.2 Основные преимущества
- Эффективный монтаж: Конструкция самосверлящего наконечника исключает этап предварительного сверления, значительно повышая производительность работ.
- Идеальное углубление: Форма головки, специально разработанная для панелей, гарантирует, что шуруп утопляется точно в уровень с поверхностью или немного ниже, обеспечивая безшовную отделку и идеальный вид стены.
- Исключительная антикоррозионная защита: Специальные покрытия эффективно противостоят щелочным веществам, выделяемым цементными плитами, и коррозии во влажной среде, обеспечивая долговечность.
- Предотвращение разрушения панели: Уникальная конструкция резьбы эффективно удаляет стружку, снижает напряжения при монтаже и предотвращает сколы на краях твердых плит или вспучивание поверхности.
1.3 Основные области применения
- Внутренняя отделка: Монтаж цементных плит во влажных зонах (ванные комнаты, кухни), крепление оснований под плитку, системы перегородок.
- Наружная облицовка: Крепление фиброцементного сайдинга, панелей вентилируемых фасадов.
- Пожаростойкое строительство: Монтаж огнеупорных панелей для противопожарных перегородок и потолков.
- Напольные системы: Крепление цементно-стружечных плит к деревянным или бетонным основаниям в качестве выравнивающей подложки.

II. Система классификации (многоаспектная)
| Показатель | Конкретный тип | Ключевые особенности и сценарии применения |
|---|---|---|
| По профилю резьбы | Резьба Hi-Lo (двойная) | Стандартный и оптимальный вариант. Высокие витки обеспечивают высокое сопротивление выдергиванию; низкие – эффективно удаляют стружку, предотвращая разрушение панели. Подходит для всех типов цементных плит. |
| Простая глубокая резьба | Высокая скорость вкручивания, отличные характеристики по деревянным профилям, но склонна к заклиниванию в твердых панелях и металлических профилях. | |
| По типу головки | Полукруглая / Плоская | Наиболее распространенная форма для углубления, обеспечивает плавный переход для идеальной заделки и отделки. |
| Крупная круглая / Грибовидная | Большая опорная поверхность, используется для крепления очень хрупких или тонких панелей, чтобы головка не проходила сквозь материал. | |
| С шайбой | Головка с интегрированной резиновой или нейлоновой шайбой, обеспечивает лучшую герметизацию и сопротивление выдергиванию/раскручиванию от вибраций. Подходит для зон с вибрациями или требующих гидроизоляции. | |
| По конструкции наконечника | Самосверлящий (с канавками) | Основная характеристика. Наконечник действует как сверло с режущими канавками, способен просверливать металлические профили (обычно сталь толщиной до 1,0 мм). |
| Тупой наконечник | Подходит только для чистых деревянных оснований, не рекомендуется для комбинации цементных плит и металлических профилей. | |
| По покрытию/материалу | Фосфатированные (черные) | Базовая защита от ржавчины, только для сухих внутренних помещений краткосрочного использования. |
| Оцинкованные (серебристые) | Общая антикоррозионная защита для стандартных внутренних помещений. | |
| Антикоррозионное покрытие (цветное) | Промышленный стандарт. Например, эпоксидное, полимерное покрытие (часто желто-зеленое, синее, красное). Высокая устойчивость к щелочам и ржавчине, лучший выбор для влажных зон (ванные, фасады). | |
| Нержавеющая сталь (A2/A4) | Максимальная коррозионная стойкость, для чрезмерно влажных, сильно агрессивных сред или долгосрочных проектов (бассейны, прибрежные здания). |
III. Технические характеристики и данные
3.1 Таблица стандартных размеров (пример)
| Модель | Материал | Покрытие/Цвет | Диаметр (d) | Длина (L) | Тип головки | Прим. кол-во/кг | Стандартная упаковка |
|---|---|---|---|---|---|---|---|
| CB-3.5×25 | Углеродистая сталь | Антикоррозионное покрытие (желто-зеленое) | 3,5 мм | 25 мм | Полукруглая | 1600 шт. | 200 шт./коробка, 10 коробок/ящик |
| CB-3.5×32 | Углеродистая сталь | Антикоррозионное покрытие (желто-зеленое) | 3,5 мм | 32 мм | Полукруглая | 1250 шт. | 200 шт./коробка, 10 коробок/ящик |
| CB-4.2×32 | Углеродистая сталь | Антикоррозионное покрытие (синее) | 4,2 мм | 32 мм | С шайбой | 850 шт. | 100 шт./коробка, 10 коробок/ящик |
| CB-4.2×50 | Нержавеющая сталь A2 | Естественное | 4,2 мм | 50 мм | Полукруглая | 520 шт. | 100 шт./коробка |
3.2 Ключевые параметры производительности
- Твердость сердцевины: HRC 52–58 (обеспечивает прочность при вкручивании, предотвращает скручивание и срез).
- Сверлящая способность: Самосверление через стандартные оцинкованные легкие стальные профили (толщина обычно ≤ 1,2 мм).
- Минимальный момент затяжки: Эталонные значения (например, CB-3.5×25 ≥ 1,5 Н·м) для настройки электроинструмента.
- Толщина покрытия: ≥ 8 мкм (для цветных покрытий).
- Стандарт испытания в соляном тумане: Антикоррозионные покрытия обычно должны выдерживать более 500 часов испытания в нейтральном соляном тумане (ASTM B117).
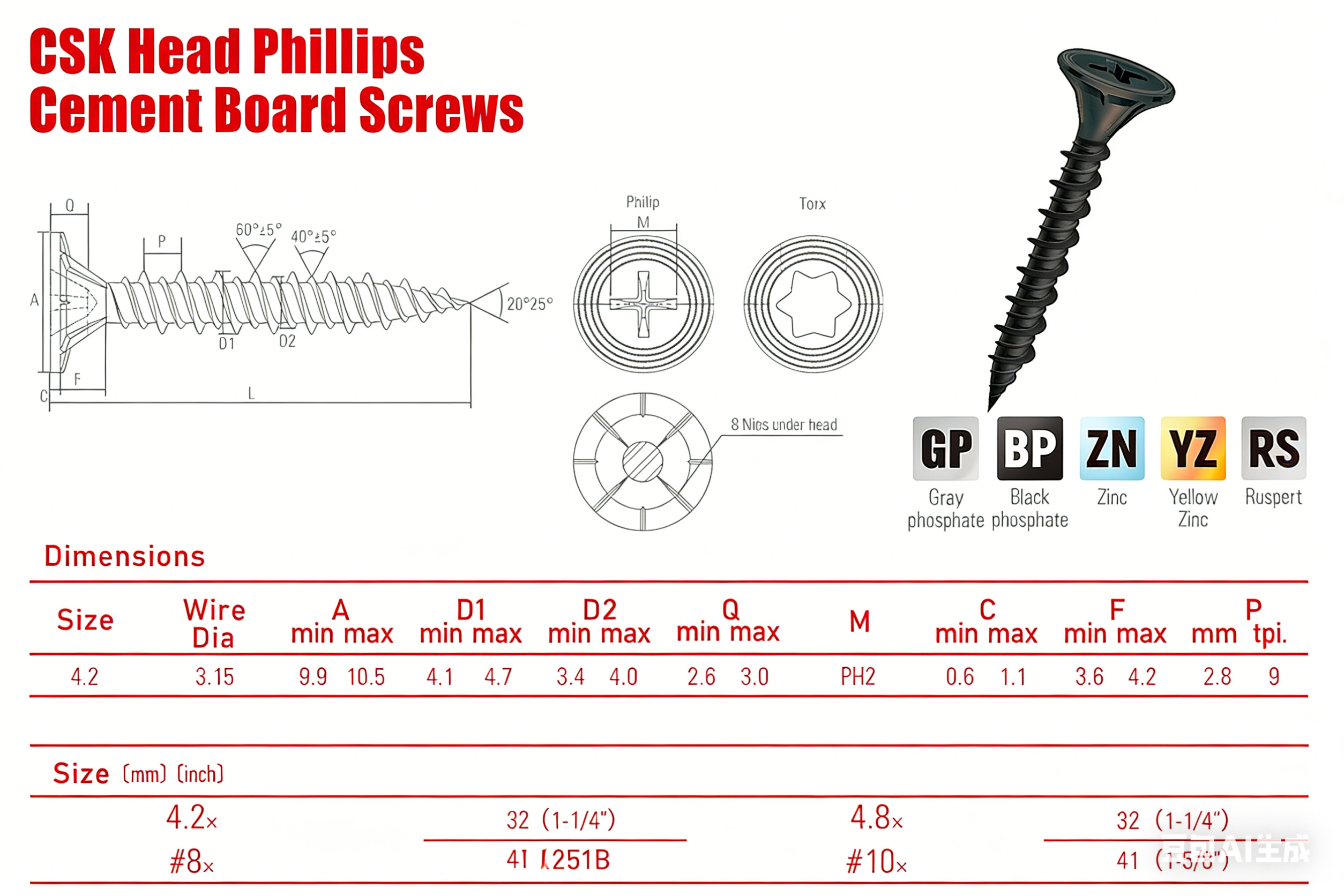
3.3 Технические чертежи
IV. Производственный процесс
- Сырье: Выбор высококачественной проволоки из низко- или среднеуглеродистой стали. Для шурупов из нержавеющей стали используется проволока 304 или 316.
- Холодная штамповка: Точное формирование головки, стержня и предварительной формы наконечника на многостанционных штамповочных прессах.
- Накатка резьбы: Использование прецизионных матриц для формирования специальной двойной резьбы Hi-Lo – ключевого элемента производительности.
- Обработка наконечника: Специальная шлифовка для создания самосверлящего наконечника с режущими канавками, последующая закалка.
- Термообработка (углеродистая сталь): Закалка и отпуск для придания шурупам механических свойств «твердость, но пластичность».
- Поверхностная обработка:
- Очистка и фосфатирование: подготовка к покрытию.
- Покрытие: нанесение эпоксидной смолы или других полимеров электростатическим распылением или погружением, последующее высокотемпературное отверждение для формирования равномерного прочного антикоррозионного слоя.
- Контроль качества: Полный размерный контроль, отбор проб на твердость, испытания в соляном тумане, испытания момента имитационного монтажа.
- Упаковка: Влагостойкая упаковка, сортировка по размерам и количеству.
V. Международные и отраслевые стандарты
Стандарты на изделие
- США: ASTM C1513 (Стандартная спецификация на самосверлящие самонарезающие шурупы для цементных плит)
- Общие: ISO 15480 (предоставляет эталоны производительности для аналогичных изделий)
Стандарты испытаний производительности
- Испытания на коррозию: ASTM B117 (испытание в соляном тумане), EN ISO 9227
- Механические испытания: Испытания момента, испытания на выдергивание и т.д. по общим стандартам на крепеж.
Рекомендации по применению
Соблюдать официальные инструкции по монтажу производителей панелей (например, USG (США), Saint-Gobain (Франция), Taishan (Китай)), где четко указаны типы и шаг шурупов.
VI. Руководство по выбору и монтажу
6.1 Руководство по выбору
- Определить панель и профиль: Уточнить толщину цементной плиты, материал профиля (металл/дерево) и его толщину.
- Рассчитать длину:Длина шурупа = Толщина панели + Минимальная глубина закрепления в профиле(рекомендуется 10 мм для металлических профилей, 15 мм для деревянных).Распространенные размеры: 25 мм для плиты 9,5 мм; 32 мм для плиты 12 мм.
- Выбрать степень коррозионной стойкости:
- Сухие помещения: оцинкованные шурупы.
- Влажные зоны (ванные, фасады): обязательно использовать шурупы с цветным антикоррозионным покрытием.
- Экстремальные среды: шурупы из нержавеющей стали.
- Выбрать тип головки: Полукруглая для стандартных плоских поверхностей; С шайбой для дополнительной герметизации или устойчивости к вибрациям.
6.2 Этапы профессионального монтажа
- Подготовка инструмента: Использовать электрический шуруповерт с муфтой (регулируемый момент) с битой Phillips №2 (PH2) или Pozidriv №2 (PZ2).
- Настройка момента: По рекомендациям производителя или начать с низкого момента, отрегулировать до плавного вкручивания, чтобы головка была в уровень или немного утоплена (≤1 мм) под поверхностью.
- Монтаж: Держать шуруп перпендикулярно панели, оказывать постоянное давление и вкручивать непрерывно до срабатывания муфты. Избегать пауз и повторных движений вперед-назад.
- Шаг крепления: Обычно соблюдать:
- Крепление по краю: центр шурупа не менее ≥10 мм от края панели.
- Шаг шурупов: 150–200 мм по краям, 300 мм в центре (всегда соблюдать рекомендации производителя панели).
6.3 Частые ошибки и запреты
- Запрещено: Использовать обычные шурупы для гипсокартона вместо шурупов для цементных плит (риск ржавчины и отказа крепления).
- Запрещено: Использовать слишком короткие или слишком длинные шурупы (недостаточное крепление или риск повреждения обратной стороны профиля или скрытых труб).
- Запрещено: Использовать перфоратор или инструменты без муфты для монтажа (высокий риск разрушения панели или чрезмерного углубления).
Примечание: При низких температурах панели становятся хрупкими; тщательнее контролировать момент и скорость монтажа.







